Представляем серию их двух статей, в которых описана задача моделирования технологического процесса изготовления пластмассовой детали из армированного термопласта методом литья под давлением. Используется расчётный модуль SOLIDWORKS Plastics. Целью является демонстрация возможностей программного продукта, а также конспективное описание методики анализа на примере типового изделия. Изложение разделено на две части применительно к функциям персонала, использующего данный инструмент.
Первая статья имеет целью создать первоначальное представление о функционале, структуре SOLIDWORKS Plastics. Описана задача расчёта характерной пластмассовой детали. Уровень подробности расчётной модели позволит получить результаты, полезные прежде всего конструктору изделия.
- Назначение расчётного модуля
- Интерфейс
- Постановка задачи
- Подготовка геометрической модели
- Работа в роли конструктора изделия – подготовка расчётной модели
- Результаты в виде поверхностных диаграмм (картин)
- Результаты в виде графиков
- Результаты в виде геометрических моделей
Назначение расчётного модуля
SOLIDWORKS Plastics предназначен для численного моделирования процесса изготовления пластмассовых изделий, создания виртуальных элементов оснастки, анализа влияния параметров техпроцесса, конфигурации литниковой системы, нагревательных элементов, вентиляции и системы охлаждения на результат. Модуль включает некоторые возможности по оптимизации литниковой системы.
Результаты позволяют инженеру-конструктору сделать вывод о технологической реализуемости изделия, увидеть способы модификации для улучшения технологичности; конструктору оснастки – оперативно проработать варианты проекта в схематическом представлении; технологу – подобрать параметры техпроцесса или сформулировать рекомендации для конструкторов изделия и оснастки, выдать прогноз по качеству изделия.
Plastics, как это стало традиционным для современных систем проектирования и анализа, существует в трёх конфигурациях: Standard, Professional, Premium. Весь функционал сосредоточен именно в них, что не заставляет пользователя напрягаться относительно конфигурирования с учётом дополнительных модулей. Мы не будем сосредотачиваться на составе конфигураций – здесь лучше воспользоваться консультацией поставщика программного обеспечения. Выбор функционала определяется не только особенностями задачи, но и тем, кто эксплуатирует программу. Эти соображения учитываются в статье.
Математический аппарат программы в части гидродинамики базируется на численных процедурах. Для сетки оболочек модули используют следующие алгоритмы:
- Flow (течение) – метод конечных разностей
- Pack (выдержка под давлением) – метод конечных разностей
- Cool (тепловой расчёт) – метод граничных элементов
- Warp (деформация и коробление)– метод конечных элементов
Для модели течения в объёмной постановке математика следующая:
- Flow – метод конечных объёмов
- Pack – метод конечных объёмов
- Cool – метод конечных элементов в линейной или параболической постановке в сочетании с методом конечных объёмов
- Warp – метод конечных элементов в линейной или параболической постановке.
С точки зрения практического использования из этой информации следует вывод о необходимости достаточных вычислительных ресурсов с точки зрения производительности вычислений и объёма оперативной памяти, а также скорости взаимодействия с памятью постоянной.
Интерфейс
Интерфейс Plastics вполне традиционный для SOLIDWORKS. Проект (исследование) формируется в Дереве. Создание проекта приводит к автоматическому созданию конфигурации модели поэтому переключение между исследованиями осуществляется посредством переключения между конфигурациями. Сетка и результаты, если они имеются на данный момент, подгружаются автоматически. Как таковое, исследование не удаляется, а очищается его содержимое. Конфигурация модели, если в ней нет необходимости, удаляется вручную. Имена конфигураций начинаются с префикса Plastics_Study_, поэтому можно без проблем выделить «лишние» конфигурации. Информация об исследованиях записывается непосредственно в модель и перенос на другой компьютер или подобные манипуляции осуществляются простым копированием. Рабочие файлы и результаты записываются в автоматически создаваемую папку в папке модели. Соответственно, если нужно скопировать/перенести как проект, так и рабочую информацию, следует учитывать этот факт. Команда Pack and Go «не видит» подпапки.
SOLIDWORKS Plastics может иметь русскоязычный интерфейс. Для этого следует перейти в меню Пуск -> Инструменты -> SOLIDWORKS Plastics -> Настройка и справка -> Язык. В смежных меню доступны другие настройки, не относящиеся к конкретному проекту.
Plastics присутствует в падающим меню и Менеджере команд SOLIDWORKS. Надо сказать, что в нём находится наиболее полный набор команд. Некоторые недоступны из дерева и в падающем меню. Базовые команды, в частности управляющие видимостью объектов, собраны в одноимённую панель инструментов.
При освоении программы, подобно другим расчётным модулям SOLIDWORKS, разумной является методика прохождения по Дереву сверху вниз с вызовом контекстного меню каждой пиктограммы (папки) и знакомством с содержимым всплывающих окон и панелей свойств.
Постановка задачи
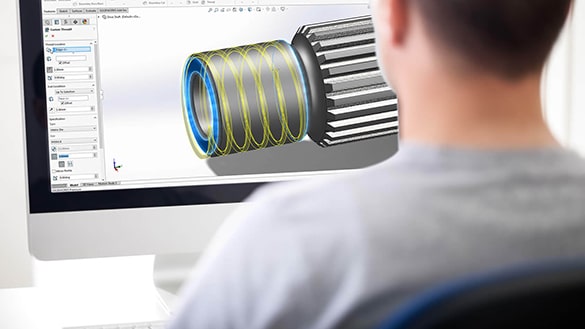
Имеем вполне традиционную деталь типа «крышка-корпус» с габаритом примерно 250 мм при характерной толщине 2 … 4 мм с местными утолщениями до 9 мм с развитым оребрением (рис. 1). Она изготовлена из наполненного тальком полипропилена. Изготавливается литьём под давлением. Литниковую систему с литником и четырьмя разводящими каналами будем полагать предопределённой и наша задача – воспроизвести технологический процесс посредством компьютерной модели.
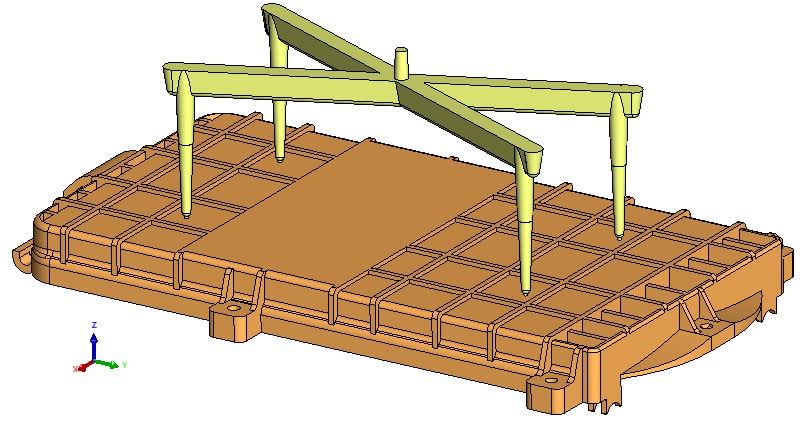
Рис. 1 – Совместная твердотельная модель изделия и литниковой системы
Подготовка геометрической модели
Неочевидным, но полезным следствием применения численных процедур к проектам изделий является анализ качества геометрических моделей. Не допускается интерференция тел, нежелательны контакты кромок и вершин друг с другом и с гранями, малые зазоры, мелкие кромки и грани, малые углы граней и между гранями. Поэтому рекомендуется предварительно использовать инструмент SOLIDWORKS Проверить. Рекомендуется изменить геометрию, ликвидировав относительно малые фаски и скругления. Здесь, как показывает практика, повышение точности за счёт «полного» учёта геометрии имеет меньший приоритет относительно связанного с этим роста размерности и снижения точности вычислений в зонах мелких особенностей с редкой (в сравнении с их величиной) сеткой. Если конкретно, ребро с полным скруглением трогать не следует, но ребро толщиной 5 мм со скруглениями меньше 1 мм следует упростить. По аналогии – скругления 1 мм между стенками 5 мм рекомендуется убрать. Кстати, чтобы упрощения не «испортили» неочевидным образом построенную модель, полезно изучить инструменты прямого редактирования, объединённые в подмножество Грань.
Plastics воспринимает исключительно детали, если нужен анализ сборки, следует преобразовать её в многотельную деталь. Тела могут интерпретироваться как собственно заполняемые полости, литниковые каналы, каналы охлаждения, вставки или тело пресс-формы. В данном случае два тела станут «полостью» и «литником».
Работа в роли конструктора изделия – подготовка расчётной модели
На первом этапе ограничимся ролью конструктора изделия, которому нужно убедиться в технологической реализуемости, уточнить поправки на масштаб полости, предсказать качество изготовления, получить идеи для модификации геометрии.
Создаётся исследование, подразумевающее литьё единственного материала в твердотельной постановке (рис. 2). Для тонкостенных изделий с постоянной толщиной (номенклатурой толщин) возможен расчёт в оболочках. В списке выбора можно увидеть доступные типы анализа.
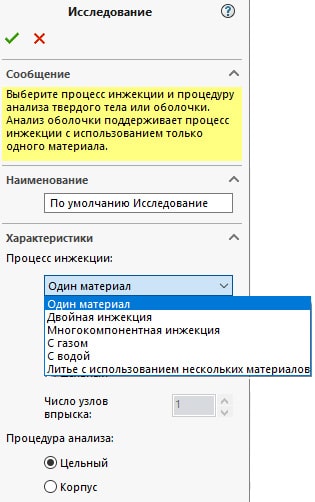
Рис. 2 – Создание расчёта однокомпонентного литья с твердотельной сеткой
В принципе, можно сформулировать проект, продвигаясь по дереву Менеджера Plastics сверху вниз, последовательно активируя контекстные меню пиктограмм, после чего настраивать параметры в панелях Менеджера свойств. Иногда есть смысл нарушить последовательность, например сначала определиться с составом модели, а затем определять параметры процесса – будучи оставленными «по умолчанию» они зависят от геометрии модели.
На рис. 3 показано, как одно из тел назначается «полостью», а на рис. 4, что другое тело исключается из модели.
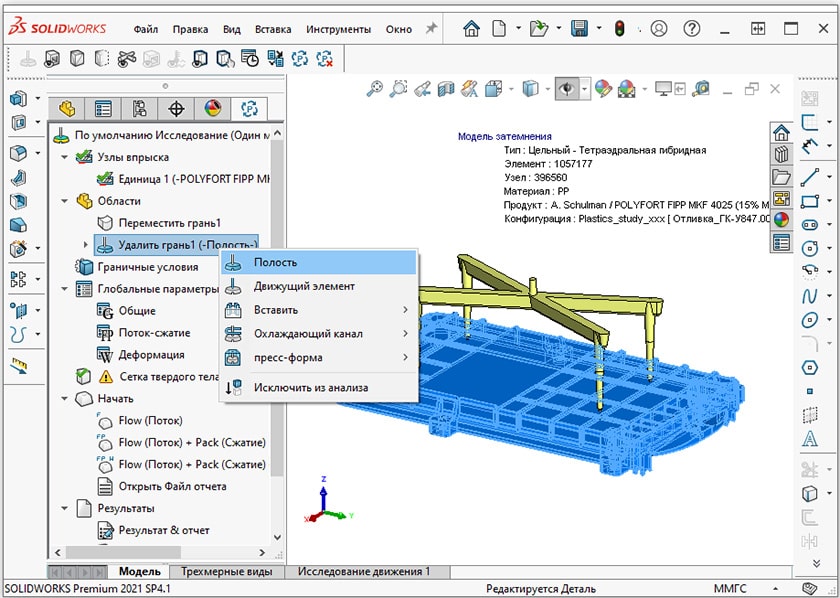
Рис. 3 – Назначение одного из тел «полостью»
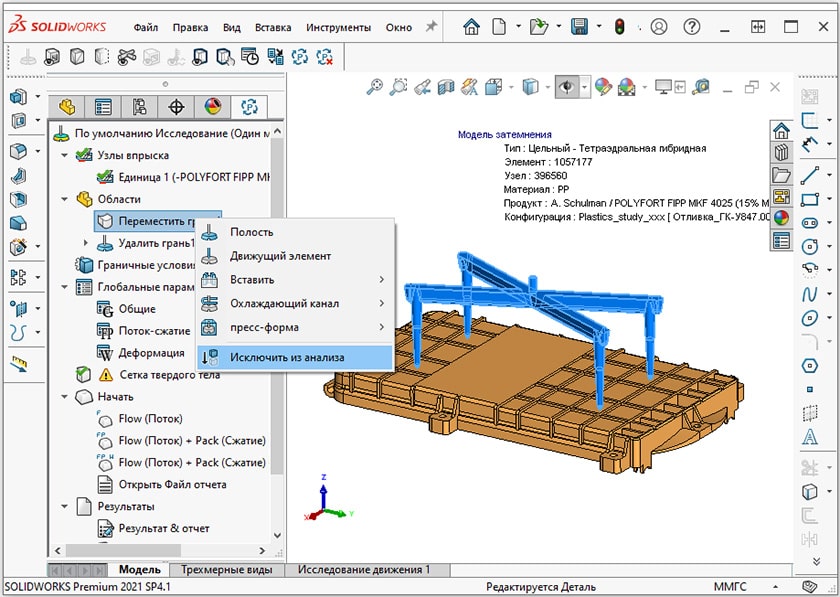
Рис. 4 – Исключение из расчёта не участвующих в нём тел
Сформировав расчётные объёмы, переходим к настройкам технологической информации – рис. 5, 6 Здесь доступны настройки этапов заполнения и выдержки под давлением. В панели Заполнение рекомендуется сразу (от этого будут зависеть настройки процесса, предлагаемые системой) выбрать материал из базы пластмасс. В Plastics присутствуют три базы: собственно пластмасс, охлаждающих жидкостей и материалов ‘элементов пресс-форм и вставок. Свойства выбранного материала показаны на рис. 7. База данных открыта и способна к пополнению.
В роли конструктора изделия мы не будем вмешиваться в подробности техпроцесса и согласимся с умолчаниями как по заполнению, так и при выдержке под давлением (рис. 8).

Рис. 5 – Доступ к настройкам стадий впрыска и уплотнения
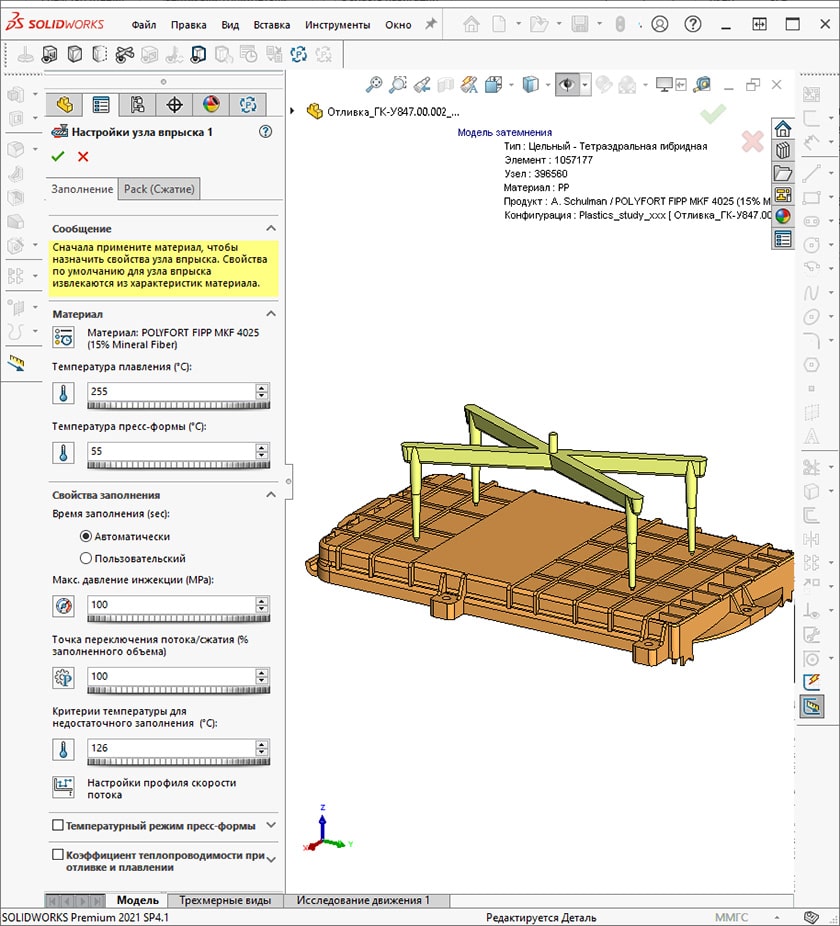
Рис. 6 – Настройки стадии заполнения – значения по умолчанию
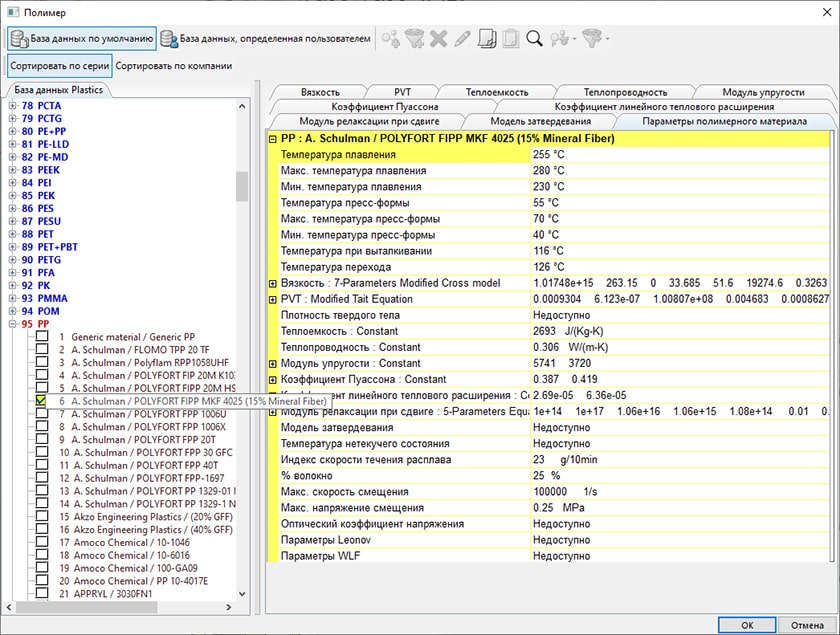
Рис. 7 – База данных материалов–пластмассы
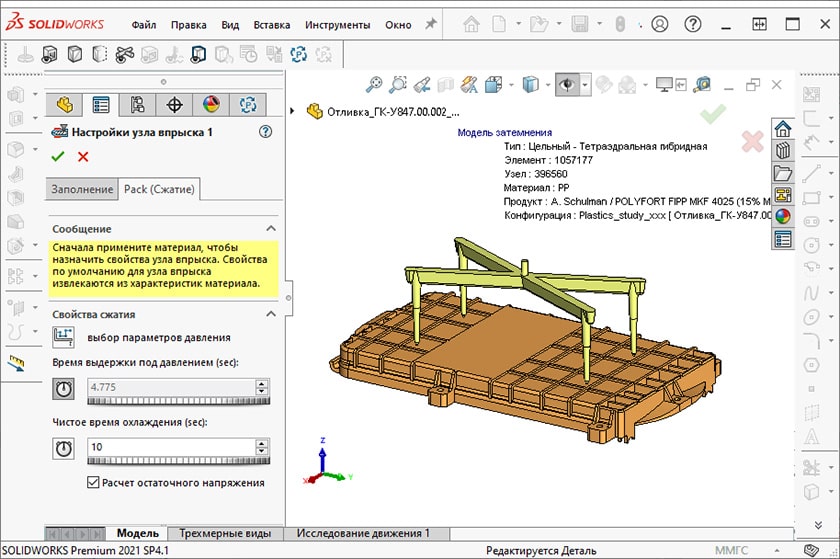
Рис. 8 – Настройки стадии выдержки под давлением – значения по умолчанию
Пропуская этап конфигурирования литниковой системы, назначаем точки впрыска. В данном случае мы используем имеющийся проект, но, принимая роль конструктора, можно в первую очередь исходить из функциональных и эстетических соображений. Точки впрыска создаются на базе граней тел, вершин или точек эскизов (рис. 9). На этом шаге следует принять решение о диаметре отверстия на входе в полость. В данном случае имеем четыре впуска с диаметром 1,5 мм. Следует отметить, что размеры, предлагаемые программой, неудачны.
В панели свойств можно управлять последовательностью подключения впусков. По умолчанию они активны в течение всего времени заполнения и выдержки.
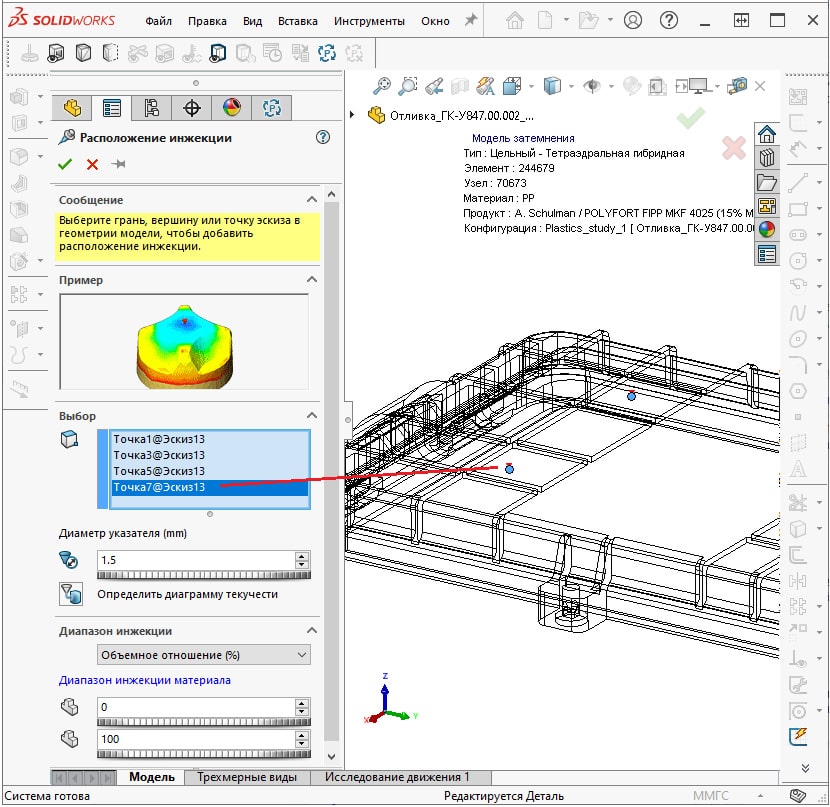
Рис. 9 – Генерация точек впуска
После назначения впусков можно проверить связность впусков, разводящих каналов (если таковые присутствуют) и полостей посредством команды Прогноз траектории течения (дан корректный перевод Predict Flow Pattern), рис. 10. Для её работы необходимо наличие сетки. Результат нулевого приближения (с крайне грубой моделью течения) содержит вклад литников, прогнозирует линии спая, зоны скопления воздуха.
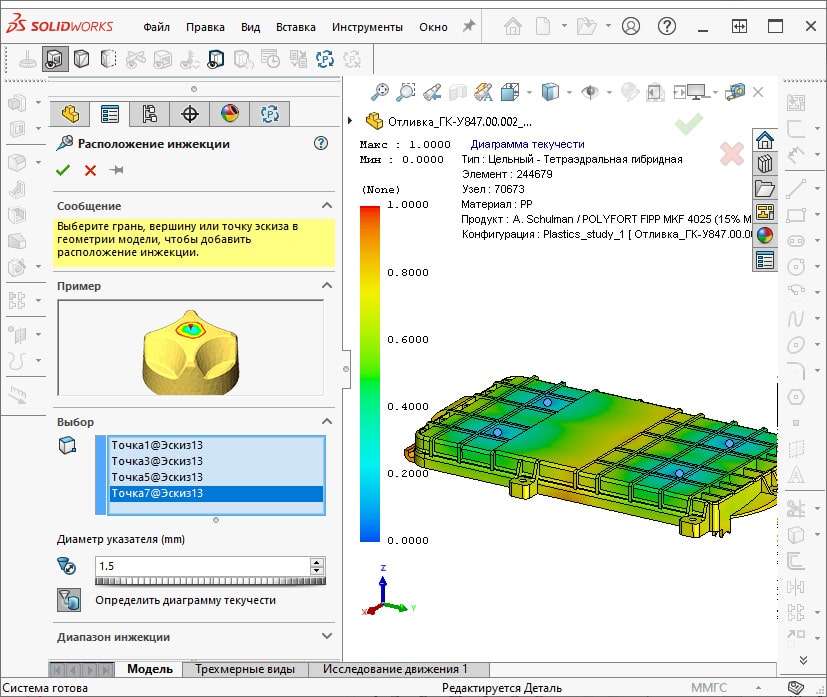
Рис. 10 – Предварительная проверка заполняемости из впусков
Усилия, возникающие при смыкании (в данном случае – усилия запирания, поскольку рассматриваем статическое состояние) формы, рассчитываются автоматически относительно осей системы координат модели. Чтобы указать конкретное направление, используем соответствующую команду – рис. 11, 12. Можно уточнить состав граней детали (полости), порождающих это усилие (опция Исключённая область).
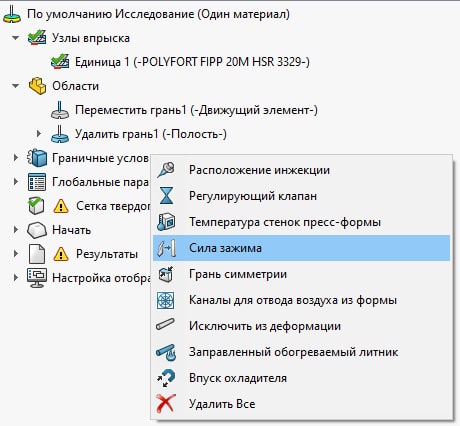
Рис. 11 – Доступ к настройкам способа расчёта усилия запирания формы
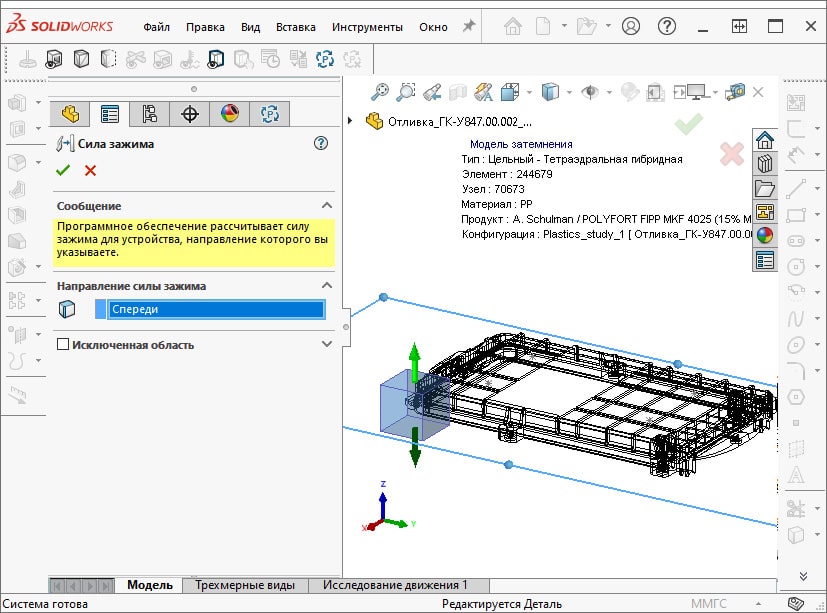
Рис. 12 – Уточнение параметров для расчёта усилия запирания формы
Ещё один блок настроек технологической модели и вычислительных процедур присутствует в панелях, открывающихся командами из контекстных меню папок Общие, Заполнение-Выдержка, Коробление. Понятным для конструктора будет содержание панели, соответствующей папке Общие (рис. 13). Настройки, определяющие расчёт коробления, показаны на рис. 14. При наличии достаточной оперативной памяти следует использовать прямой решатель вместо итерационного и при решении задачи механики ограничиться линейными конечными элементами. Модель с параболическими элементами решается неустойчиво, по крайней мере в 2021 версии.
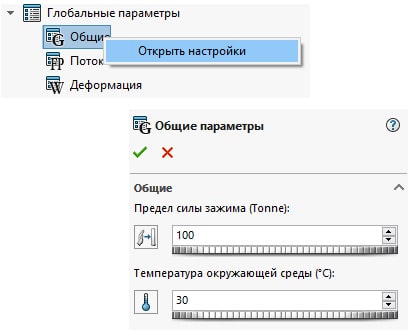
Рис. 13 – Глобальные настройки при расчёте заполнения
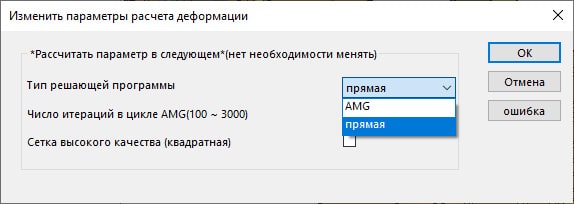
Рис. 14 – Настройки при расчёте коробления
В общем случае комбинированная: тетраэдры + треугольные призмы сетка (рис. 15) обеспечивает наилучшее соотношение вычислительной эффективности и точности, в частности, за счёт корректного описания течения возле стенок и в каналах.
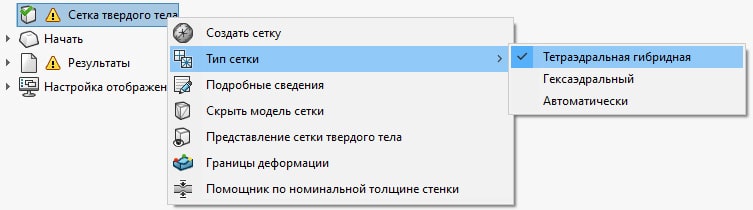
Рис. 15 – Определение структуры сетки
Перед созданием сетки можно проанализировать геометрию на предмет разнотолщинности, как показано на рис. 16, и внести исправления.
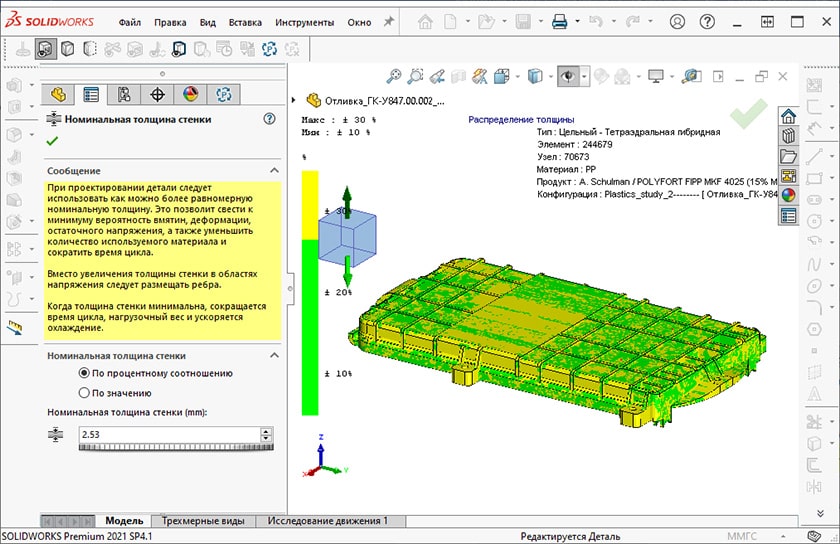
Рис. 16 – Просмотр распределения толщины стенок
Традиционно для анализа течения в объёмной постановке сетка строится в два этапа: поверхностная и в объёме. На первом шаге (рис. 17) можно выбрать алгоритм построения: Стандартный или На основе кривизны – для изделий с многочисленными криволинейными гранями второй будет несколько надёжнее, но при этом получим большую размерность. Также доступно управление плотностью сетки для отдельных объектов: вершин, кромок, граней, тел. При этом можно выбрать алгоритм реализации уплотнения. Второй шаг предназначен для генерации сетки в объёме. Следует обратить внимание на плавность перехода от меньших элементов к большим, толщине элементов пристеночных слоёв и числу этих слоёв.
В ходе построения сеток доступны процедуры «тонкого» редактирования и анализа качества.
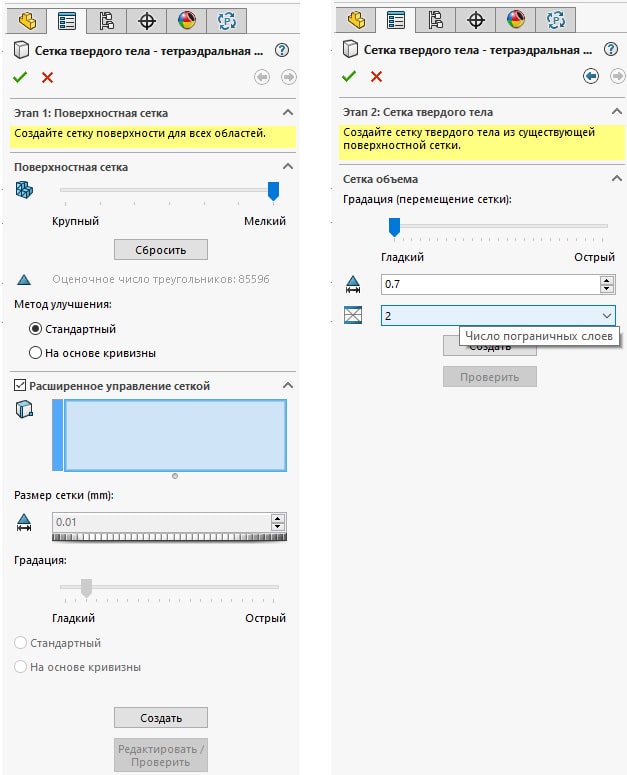
Рис. 17 – Создание сетки: поверхностная и объёмная
Результат построения сетки с разрезом, пересекающим впуск, показан на рис. 18.
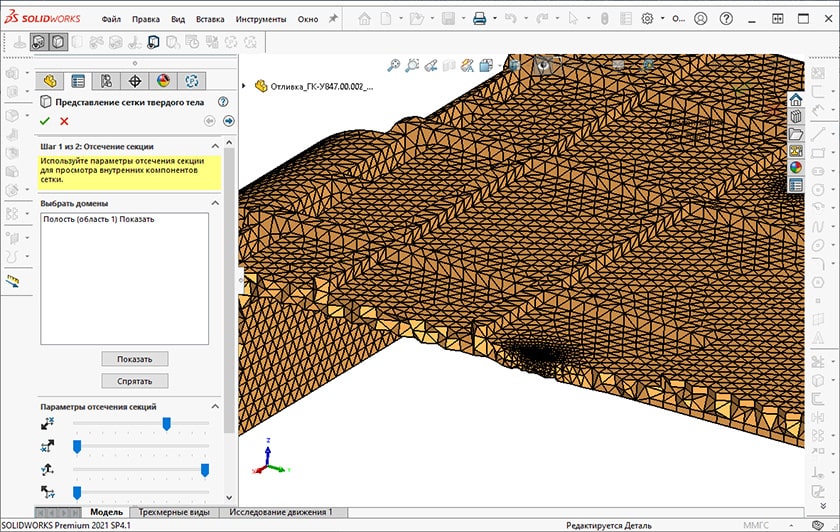
Рис. 18 – Сетка с разрезом в зоне впуска
Командой Границы деформации (более корректно, Граничные условия для деформации) определяется способ закрепления при расчёте коробления. По умолчанию это уравновешивание (стабилизация) относительно центра тяжести (рис. 19). Но если нас интересует распределение перемещений относительно некоторой плоскости, можно определить её тремя узлами сетки.
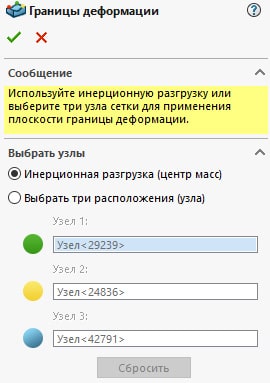
Рис. 19 – Способ фиксации модели при расчёте деформации
Полученную сетку можно проанализировать на предмет искажённых элементов и, в частности, сохранения свойства герметичности поверхностной сетки. Эти результаты доступны посредством команды Подробные сведения.
Варианты расчёта группируются внутри пиктограммы Выполнить (Начать). Их состав зависит от объёма исходной информации. В данном случае мы планировали получить информацию о заполнении, выдержке под давлением и короблении и система предоставляет выбор в этом функционале (рис. 20) вне связи с оснасткой и подробностями технологического процесса.
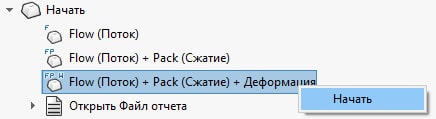
Рис. 20 – Расчёт желаемой последовательности расчётных моделей
После запуска расчёта появляется Менеджер Анализа, используя который можно выполнить некоторые операции (рис. 21), например приостановить расчёт. Кнопка Завершить недоступна, для прерывания задачи нужно закрыть окно. Промежуточные результаты этапа заполнения отображаются в графическом окне SOLIDWORKS. Следует отметить высокую эффективность распараллеливания вычислений между ядрами/процессорами, поэтому увеличение числа физических ядер (виртуальные скорее всего неэффективны) существенно ускоряет расчёт на всех этапах от заполнения до коробления.
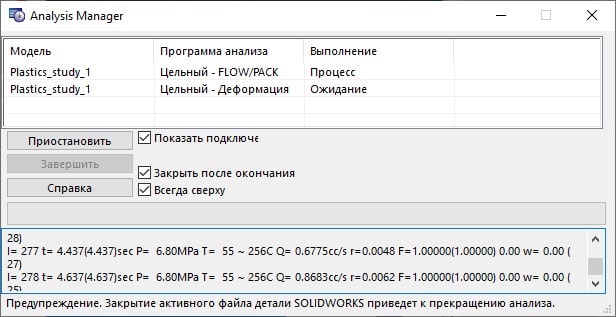
Рис. 21 – Менеджер Анализа
Итак, на базе упрощённой модели технологического процесса сформирована расчётная модель детали. Полученные результаты следует рассматривать, имея в виду, что все технологические и вычислительные параметры, за исключением расположения места впрыска и его площади, были приняты «по умолчанию». В частности, температура стенок формы предполагалась постоянной, а теплообмен между формой и отливкой определяется коэффициентами теплоотдачи, назначаемыми для каждого из трёх этапов постоянными для всей поверхности взаимодействия расплава со стенкой.
Результаты в виде поверхностных диаграмм (картин)
Номенклатура результатов этапа заполнения (течения) вполне традиционная и включает следующие диаграммы (перевод скорректирован):
- Время заполнения
- Давление по завершении процесса заполнения
- Температура по завершении процесса заполнения
- Среднеобъёмная температура
- Температура фронта расплава
- Прирост температуры по завершении заполнения
- Напряжение сдвига в конце заполнения
- Скорость сдвига в конце заполнения
- Объёмная усадка в конце заполнения
- Время затвердевания по завершении заполнения
- Время охлаждения
- Температура после охлаждения
- Утяжины
- Затвердевшая область по завершении заполнения
- Вклад впусков
- Простота заполнения
На фоне диаграмм (картин) можно отобразить:
- Вектор скорости по завершении заполнения
- Ориентацию волокна (даже в отсутствие собственно волокна демонстрируется его потенциальная ориентация)
- Места запирания воздуха.
Характерный пример с разрезом показан на рис. 22.
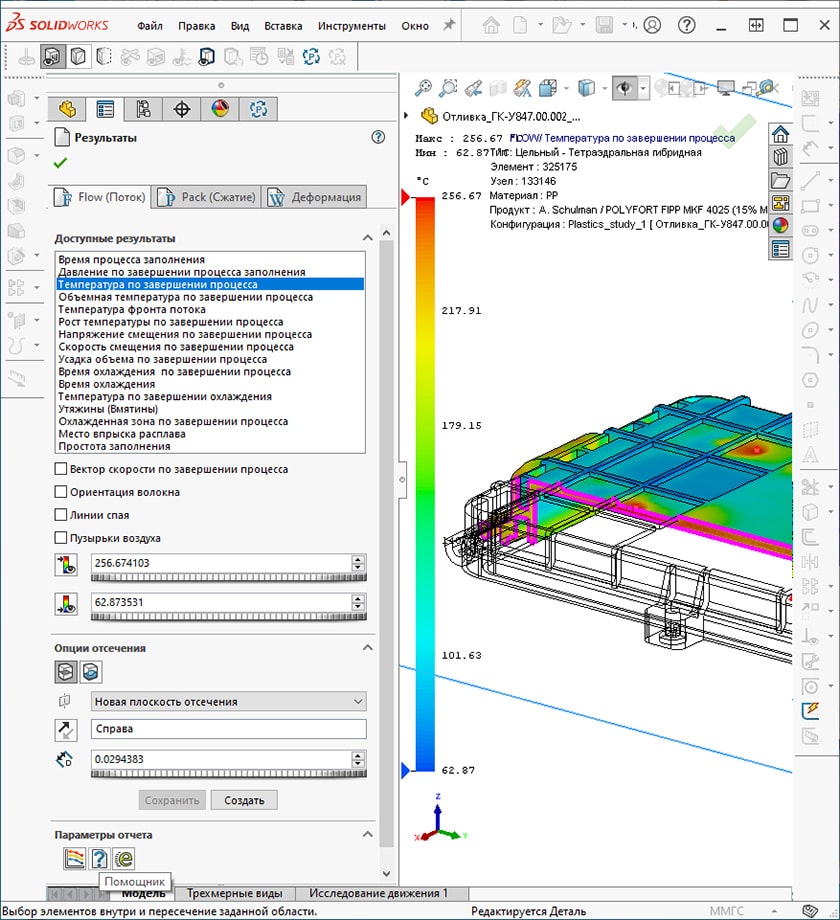
Рис. 22 – Номенклатура результатов и пример диаграммы с разрезом
В панели результатов снизу присутствуют три кнопки, собранные в раздел Параметры отчёта. Первая – X-Y график отвечает за построение графиков параметров технологического процесса в узлах сетки. Отметим, что указание узлов в графической области осуществляется мышью после нажатия кнопки Измерить в ленте Менеджера команд Plastics. Результат показан на рис. 23. Как видно, осью абсцисс является порядковый номер «щелчка» мышью. Для завершения команды следует отжать кнопку X-Y график. Но после очистки списка в панели Перечень узлов и даже после выхода из команды ярлычки с координатами и значениями сохраняются на экране. При активизации других результатов изменяются величины в ярлычках. Скрыть ярлычки можно отключением кнопки Измерить в Менеджере команд.
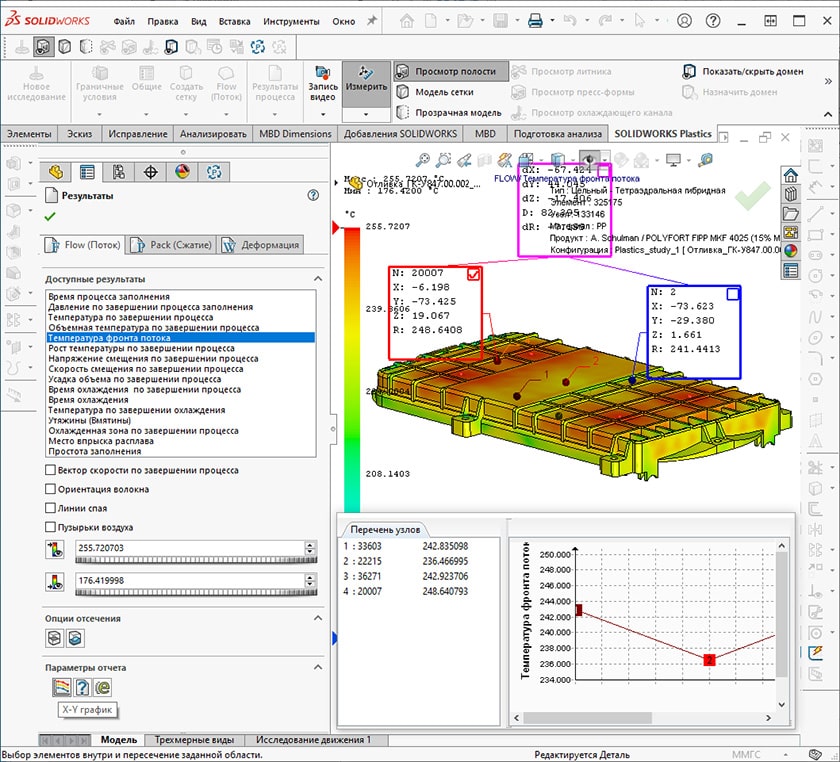
Рис. 23 – Значения результатов в узлах
Вторая кнопка с названием Помощник в разделе Параметры отчёта служит для вызова окна Интерпретация результатов (рис. 24). Сверху окна расположен индикатор, оценивающий качество этапа заполнения, ниже следует информация с оценкой технологичности при данных параметрах техпроцесса и в конце описание отображаемой в данный момент характеристики.
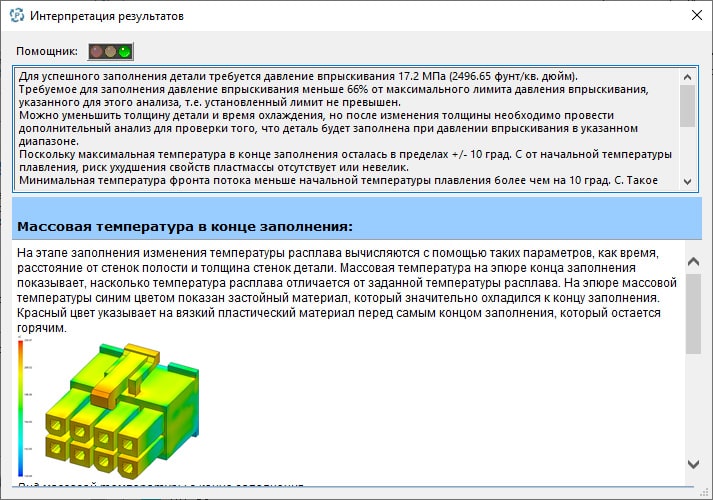
Рис. 24 – Оценка технологичности проекта в окне Интерпретация результатов
В целом содержание справочной системы (Помощника) по каждому из отображаемых результатов вполне информативно, однако в английском варианте содержание лучше соответствует профессиональной терминологии.
Что касается утяжин, результат и «Совет» для этапа заполнения выглядят как показано на рис. 25. Следует иметь в виду, что окончательно судить о мере отклонения получившейся геометрии от исходной модели следует на основе результатов расчёта на этапе Коробление (Деформация).
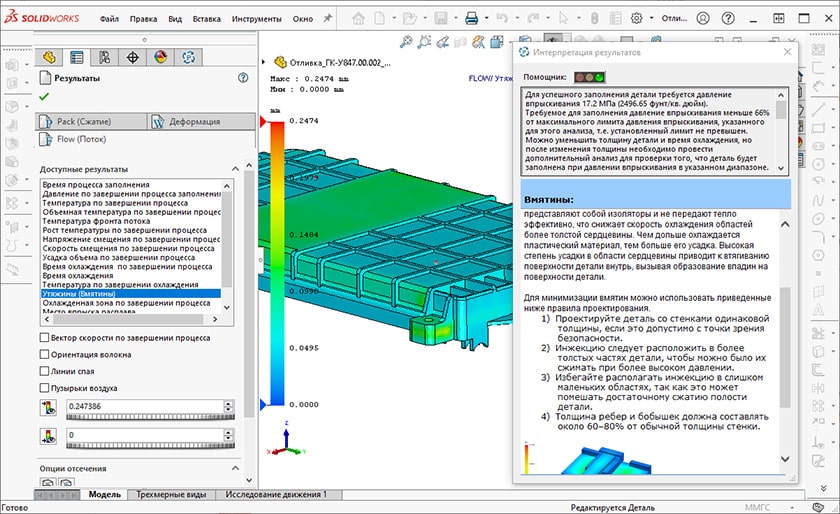
Рис. 25 – Глубина утяжин и комментарии программы
Третья кнопка Экспорт в eDrawings создаёт одноимённый файл с отображением выбранного результата. Просмотр можно выполнять на компьютере без лицензии SOLIDWORKS.
Номенклатура результатов этапа выдержки под давлением следующая (перевод скорректирован):
- Давление после уплотнения
- Температура после уплотнения
- Среднеобъёмная температура после уплотнения
- Плотность после уплотнения
- Напряжение сдвига в конце уплотнения
- Скорость сдвига в конце уплотнения
- Объёмная усадка после уплотнения
- Температура после затвердевания 90% объёма
- Время охлаждения до температуры затвердевания (стеклования)
- Остаточное напряжение по достижении температуры затвердевания
- Затвердевший объём после затвердевания 90% объёма
Пример картины с объёмной усадкой показан на рис. 26. Как и для результатов заполнения, эта информация только косвенно характеризует результирующую геометрию, поскольку усадка на этапе выдержки под давлением есть только компонент общей картины.
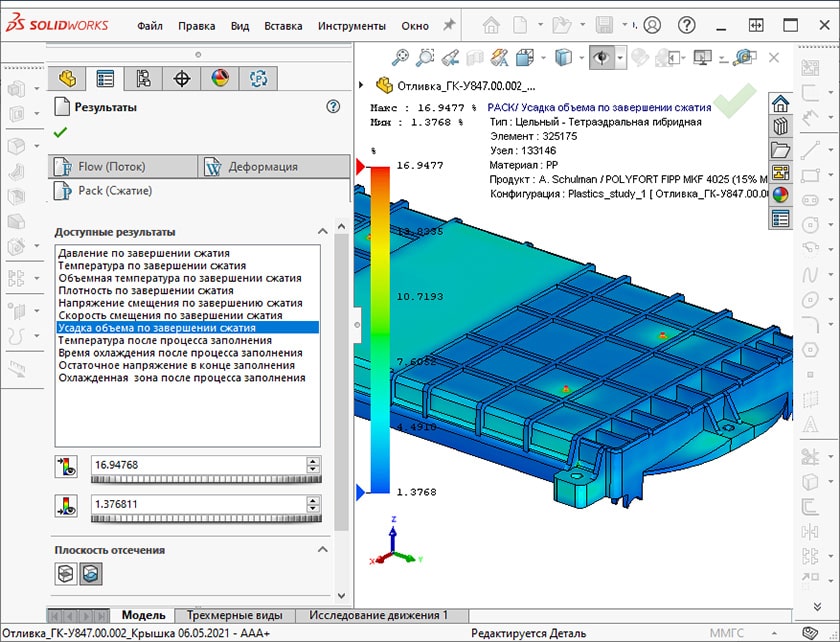
Рис. 26 – Объёмная усадка после выдержки под давлением
Номенклатура результатов на этапе расчёта деформации (коробления) следующая (перевод скорректирован):
- Результирующие деформации (перемещения)
- Деформации, вызванные напряжениями до извлечения из формы
- Деформации этапа охлаждения после извлечения из формы
- Результирующие перемещения в отсутствие волокон для деталей из армированных материалов
- Остаточное напряжение по Мизесу до извлечения из пресс-формы
- Остаточное напряжение по Мизесу после извлечения из пресс-формы
Описывая подготовку расчётной модели на основе модели детали, мы не упомянули, что полость в пресс-форме должна учитывать поправку на усадку. В принципе, с позиции конструктора изделия, результаты, где полость эквивалентна детали, вполне достаточны для принятия обоснованных решений по изделию. Результаты по деформации и короблению только незначительно отличаются от полученных после ввода поправки. Однако если имеется натурное изделие, оно скорее всего было изготовлено уже после масштабирования модели конструктора. Поэтому если экспортировать деформированную модель с последующим сравнением размеров и измерением отклонений, следует вводить масштаб в геометрическую модель и только затем использовать её в качестве полости. Если, всё-таки, анализ был выполнен для полости «исходной» детали, можно вводить поправки на масштаб при экспорте.
Возможностей для выбора режимов отображения деформированных состояний достаточно для получения необходимой информации. Для пользователя первичной является формулировка цели, а выбор инструментов является локальной проблемой. Что касается сравнения деформированного результата с натурной моделью, важно понимать, как реализуются измерения. Например, отображение перемещений в вертикальном (относительно ориентации модели) направлении в утрированном масштабе показывает не очень полезную для принятия решения картину (рис. 27). Корректная интерпретация результатов по короблению приведена далее.
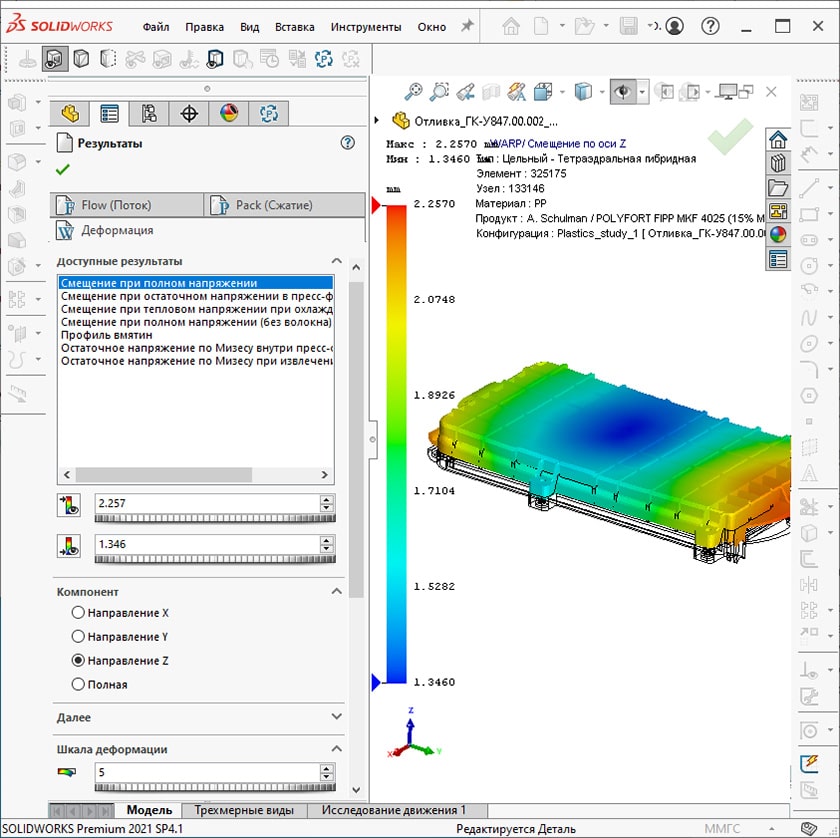
Рис. 27 – Cмещение в вертикальном направлении с настройками по умолчанию (кроме масштаба перемещений)
Картина утяжин инвариантна относительно систем координат и масштабов, представляя собой отклонение поверхности изделия от поверхности модели без учёта её общей деформации, классифицируемой как коробление (явление потери устойчивости в результате коробления, имеющее место в природе, Plastics не рассматривает). Результат показан на рис. 28.
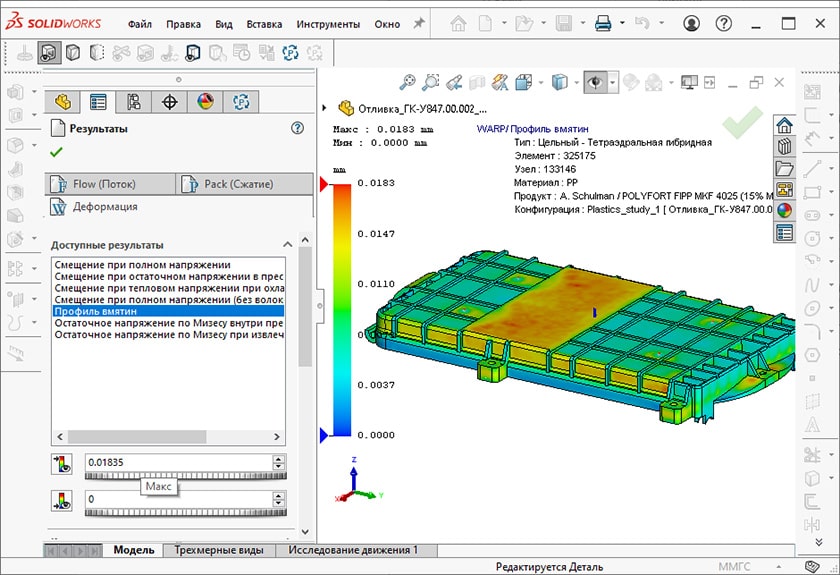
Рис. 28. Профиль утяжин
Результаты в виде графиков
Кривые зависимости глобальных и локальных (в узлах) параметров процесса доступны посредством команды Чтение графика X–Y контекстного меню соответствующей пиктограммы в Дереве Plastics (рис. 29). Имеющиеся результаты и график для давления на входе в центральный литник (в данном случае это четыре впуска с одинаковым давлением) показаны на рис. 30. Как видно, он объединяет этапы заполнения и выдержки. Если бы в расчёт входила стадия охлаждения, шкала времени была бы расширена до его окончания.
Интерфейс общий параметров состояния всей модели и для отдельных узлов. Выбор последних осуществляется указанием на поверхности модели. Если потребуется указать узел сетки внутри, следует прибегнуть к опции Установить базовую плоскость, после чего активируется та или иная плоскость параллельная глобальным осям и выбор узлов осуществляется вблизи этой плоскости.
Рис. 29 – Графики общих и локальных результатов
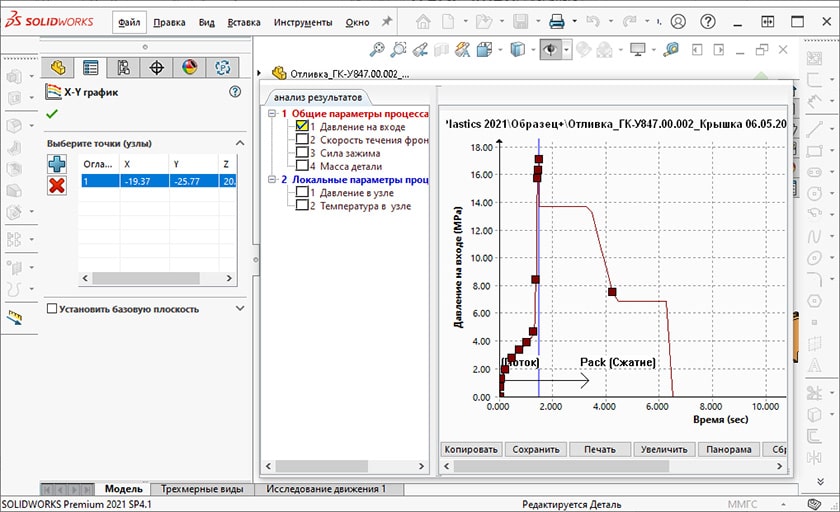
Рис. 30 – Графики локальных и общих зависимостей: давление на входе
Отчёт
Отчёт может быть представлен в различных форматах, он получается командами из контекстного меню пиктограммы Результат&Отчёт. Получившиеся форматы зависят от того, какие флажки выставлены в меню. По умолчанию результатом являются три панели – рис. 31.
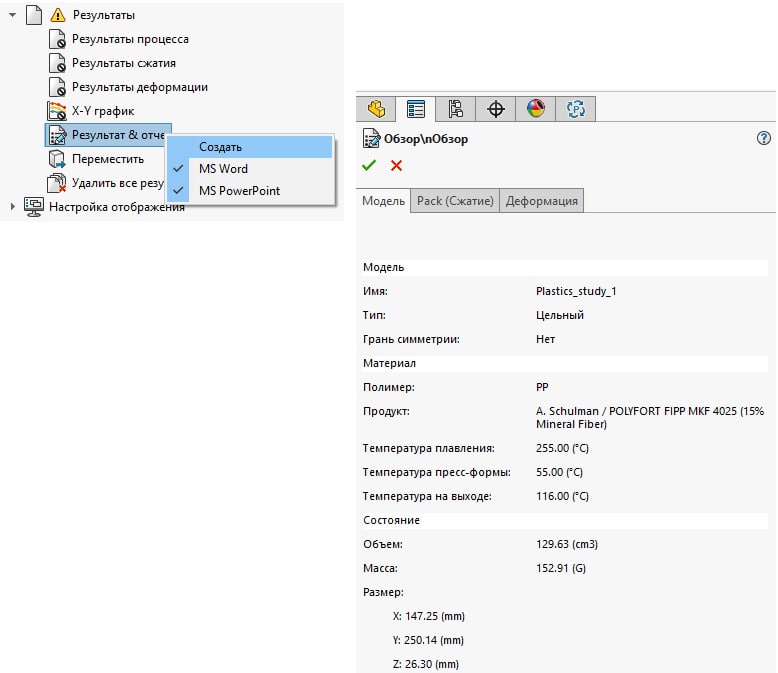
Рис. 31 – Формирование отчёта
Результаты в виде геометрических моделей
Форму изделия после расчёта коробления и даже результаты по напряжениям можно транслировать в различные форматы. Если нужна исключительно форма, используем формат stl. Последовательность операций показана на рис. 32, а сеточная геометрия в утрированном масштабе после импорта в SOLIDWORKS – на рис. 33.
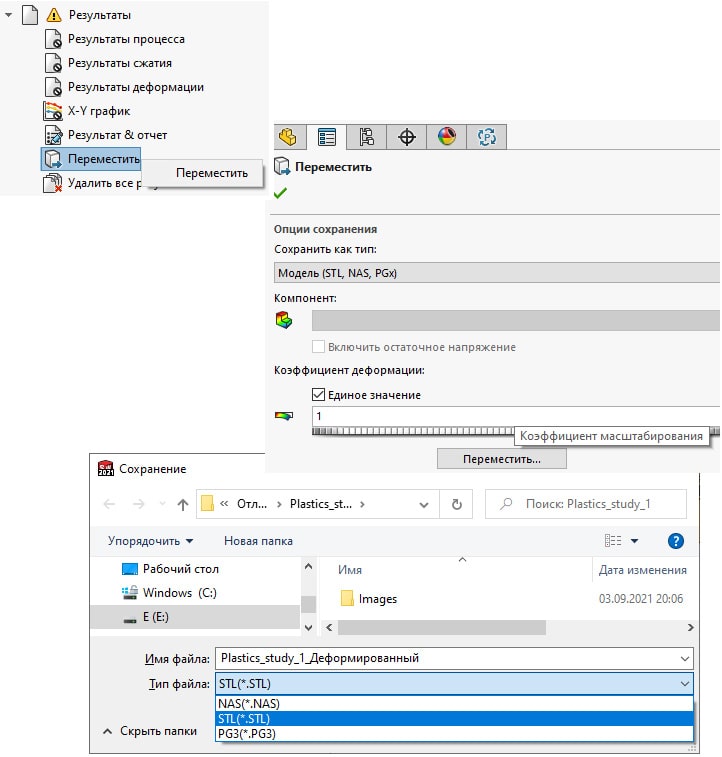
Рис. 32 – Получение деформированной модели после расчёта коробления
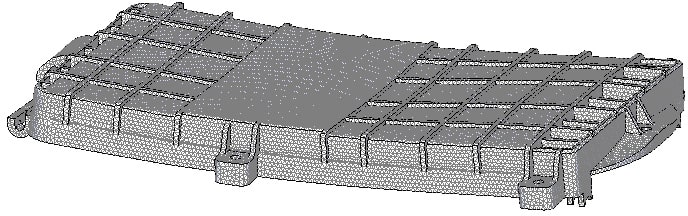
Рис. 33 – Экспортированная геометрия в утрированном масштабе
Результатом работ, описанных в первой части статьи является расчётная модель изделия, а также информация, позволяющая оценить технологическую реализуемость, прогнозировать точность изготовления, сформулировать идеи о способах модификации изделия, улучшающих технические характеристики и внешний вид. Во второй части статьи акцент будет перенесён на уточнение технологии.